ワークの材質や切削条件によって、切粉の長さは異なってきます。
長い切粉はワーク、工具に絡まり、加工や搬送の邪魔になるので出来るだけ短く切りたいという話をよく聞きます。
しかし、短い切粉になった場合では何も問題は起きないのでしょうか?
今回は切粉が短くて細かい鋳物材について動画や写真を用いて問題点や改善策について説明していきたいと思います。
製品情報
動画
2023年08月29日
ワークの材質や切削条件によって、切粉の長さは異なってきます。
長い切粉はワーク、工具に絡まり、加工や搬送の邪魔になるので出来るだけ短く切りたいという話をよく聞きます。
しかし、短い切粉になった場合では何も問題は起きないのでしょうか?
今回は切粉が短くて細かい鋳物材について動画や写真を用いて問題点や改善策について説明していきたいと思います。
今回はFC200材(ねずみ鋳鉄)の加工をしてみました。
FC材は、
などの特徴があり、比較的切削しやすい材料になります。
それでは実際に動画をご覧ください。
動画のように細かい切粉が発生し、加工中は切粉の影響を受けずにサクサク削れています。
また、下記の写真のように切込み量や送り速度を変更しても大きな違いはありません。 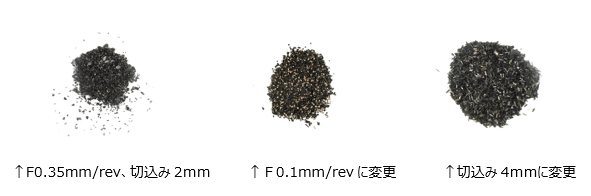
アルミニウム合金の加工動画もありますので合わせて見て頂くと、切粉の排出の違いは一目瞭然です。
今のところ短い切粉だと製品やチャックへの巻き付きがなく大丈夫そうですね。
しかし、問題はこの後にあります…
鋳物の切粉で問題になってくるのは加工後の切粉回収です。
細かい切粉はチップコンベア等で回収しきれず、タンクに溜まってしまうことが多いです。
加工時、機内にも飛び散って各所に溜まってしまいます。
それによって、生じる問題
などの問題が発生してしまいます。
切粉回収の改善策としては以下のような方法があります。
・チップコンベアはマグネットスクレーパー式を使用する
→鋳物材の磁性を利用し、マグネットで切粉を引き付けて掻き出すことでチップコンベア外への切粉の流出を少なくする。
・サイクロンフィルタを使用する
→ポンプで吸い込む前にフィルタを通し、切粉と切削油を分離させることでポンプに切粉が入るのを抑制する。
・切粉流し用のポンプと刃物台用のポンプに分ける
→切削油ポンプ1基で切粉流しと刃物台を兼用して使用すると流量が弱くなり、機内の切粉が十分に流しきれない可能性があります。それぞれ専用のポンプを用意することで切粉を流しやすくなります。また、切粉の溜まりやすい所に配管を増やすことも効果的です。
切粉回収の対策を行っておくことで清掃や修理などのコスト削減につながります。
TAKISAWAでは「鋳物用材種パッケージ」をご用意しております。
1次濾過のチップコンベアと2次濾過のサイクロンフィルタで2回濾過を行います。
ポンプも1基追加され、刃物台用と切粉流し用で別々に用意されます。
詳しくはこちらの記事をご覧ください。

以上、今回はFC材を中心とした鋳物についてのお話でした。
この記事の内容や他の材質についてもお困りのことがあればお気軽にご相談ください。