自主勉コラムも5回目になりました。
今回は旋削工具の切れ刃の【角度】について解説をしていきたいと思います。
↓↓↓過去の自主勉コラムはこちら↓↓↓
~概略編~は、こちらから
~主軸編~は、こちらから
~刃物台編~は、こちらから
~心押台編~は、こちらから
製品情報
自主勉コラム
2023年01月31日
自主勉コラムも5回目になりました。
今回は旋削工具の切れ刃の【角度】について解説をしていきたいと思います。
↓↓↓過去の自主勉コラムはこちら↓↓↓
~概略編~は、こちらから
~主軸編~は、こちらから
~刃物台編~は、こちらから
~心押台編~は、こちらから
旋削工具を構成している角度は多々あり、切削に及ぼす影響を正しく理解することでより良い切削を行うことができます。
旋削工具の切れ刃の名称として、「アプローチ角(横切れ刃角)」「切込み角」「副切込み角(前切れ刃角)」があります。
それぞれどの角度の事か、下の図をご覧ください。
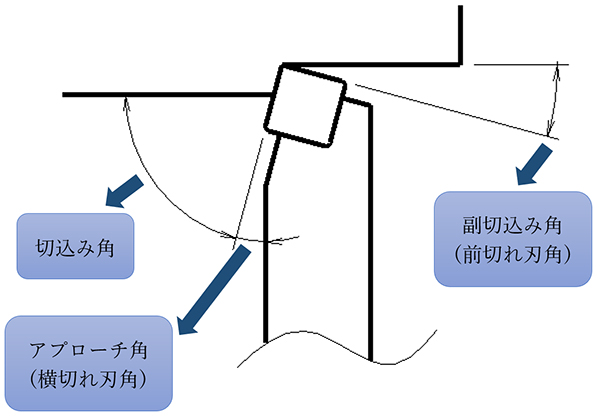
図1 旋削工具の切れ刃の名称
アプローチ角(横切れ刃角)が0°と45°の場合の切粉を比較してみましょう。
45°の場合、0°の切れ刃角の切粉と比較して、幅が長く、厚みが薄い切粉が排出されることが分かります。
切粉の幅が長くなると、工具の寿命が長くなる半面、切粉の処理が悪くなります。
図で表すと下の様になります。
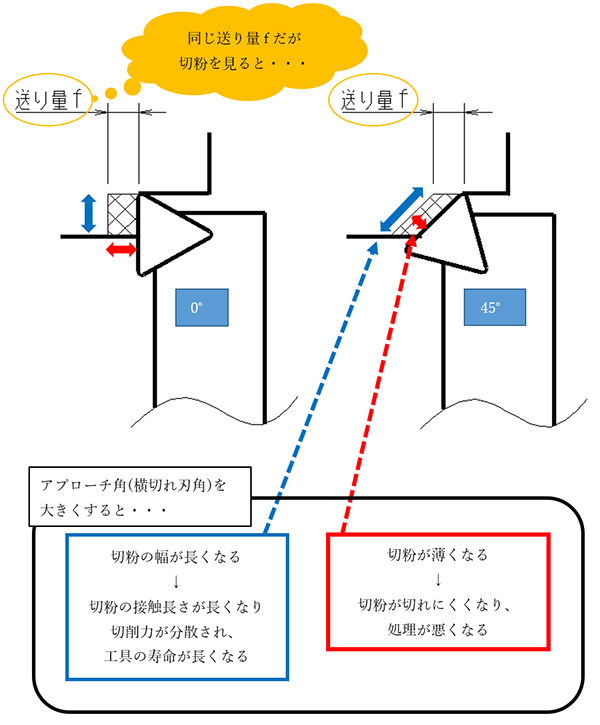
図2 横切れ刃角
前切れ刃角を小さくすると、刃先強度は増大しますが、新しく切削された面と工具との摩耗が発生しやすくなります。
すくい角にはチップによって正(ポジティブ)と負(ネガティブ)があります。
前逃げ角の特徴
・工具と材料の摩耗を防ぐ
・大きくすると刃先強度低下
正のすくい角(ポジティブ)の特徴
・切粉が流れ形になり排出がスムーズ
・刃先強度は低下
・柔らかい材料に適用
負のすくい角(ネガティブ)の特徴
・刃先強度が高い
・硬い材料に適用
図と合わせると、下記のようになります。
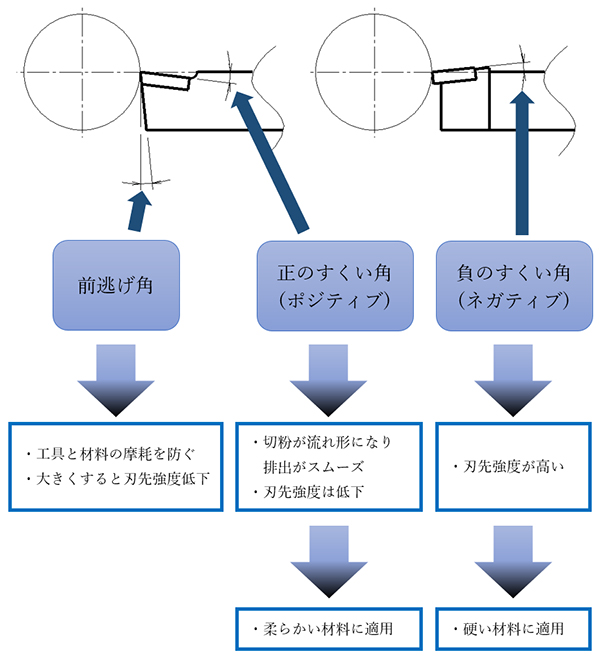
図3 すくい角、前逃げ角
いいかがでしょうか?
切れ刃角を正しく理解し、工具を選定することで、より良い切削をすることができます。