自主勉コラムも10回目になりました。
今回は【切削油】について解説したいと思います。
過去の自主勉コラムはこちらから
製品情報
自主勉コラム
2023年08月22日
切削加工を行う際、ワークや切粉と工具の間に摩擦が生じます。
摩擦は切削抵抗、切削熱などを増加させ、工具寿命、寸法精度、形状、表面粗さに悪い影響を与えます。
【切削油】を加工中に刃物周辺に注ぐことで、より良い加工を行うことができます。
【切削油】は【クーラント】とも言います。
ここでは、【切削油】の主な3つの役割を見てみましょう。

①潤滑作用
ワークや切粉と工具の間に【切削油】が侵入することで、工具摩耗を減少させ、仕上げ面を良好にする作用があります。
②冷却作用
加工中に発生した熱は、切粉と共に持ち去られる熱と、工具やワーク、機械本体の温度を上昇させる熱に分けられます。後者の熱を【切削油】を用いて除去することによって、工具の温度上昇に伴う摩耗の増大、工具及びワークの熱膨張による加工精度の低下、仕上げ面の変質(熱により、焼きなまされてしまったり)、機械本体の熱変位などを抑えることができます。
③切粉の除去
切粉が工具とワーク間にかみ込むことで、仕上げ面を劣化させたり、新たな切りくずのの生成そのものを妨げたりします。【切削油】を用いて切りくずを除去することができます。
切削油の種類は主に水溶性と油性で分けられます。
水溶性切削油には冷却効果が、油性切削油には潤滑効果が期待されます。
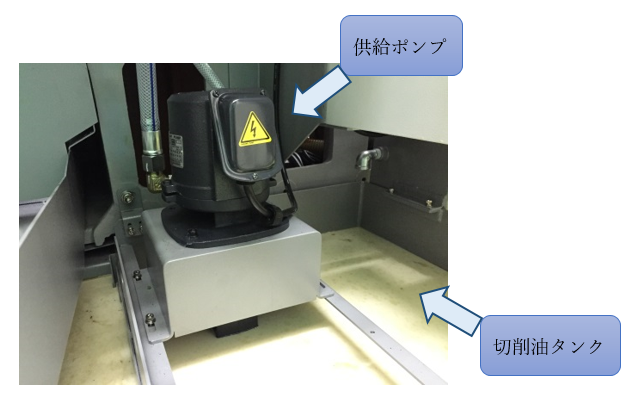
【切削油】を機内に供給する装置です。
切削油タンクに【切削油】を入れ、供給ポンプによって刃先に【切削油】を吹き付けます。切削油ポンプには流量タイプや圧力タイプがあり加工条件や生産量によって選定することが重要です。
ワークの形状や切粉の発生の仕方によって、刃先に【切削油】の供給する方法を選択する必要があります。
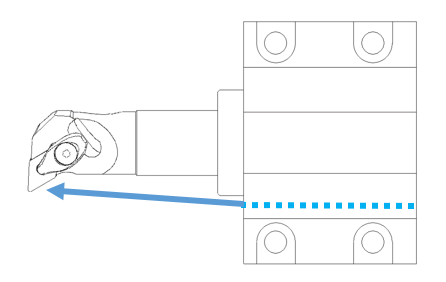
①サイドスルー方式
TAKISAWAでも標準で採用されている一般的な供給方法です。
ホルダーの端面から【切削油】を刃先めがけて吹き付けます。
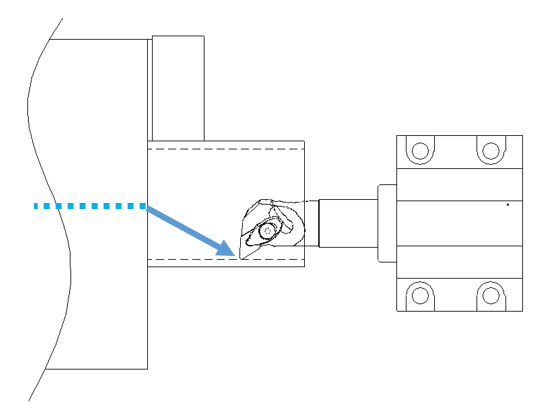
②オイルスルー方式
工具内部から【切削油】を供給し、刃先めがけて吹き付けます。
上記のサイドスルー方式では、ワークの内径加工時、【切削油】が刃先にかからない場合がありますが、オイルスルー方式であれば、刃先に吹き付けることができます。
オイルホールが空いているボーリングバーを選定する必要があります。

③主軸内切削油方式
【切削油】が主軸内部、チャック内部を通り刃先吹き付けられます。
チャック側から【切削油】を吹く付けることで、ワーク内径部に切粉が溜まることを防ぐことができます。
いいかがでしょうか?
より良い切削をするために【切削油】は必要不可欠なものとなっています。
切削油の選定から当て方に至るまで様々なノウハウがあると思います。
切削油を上手く操る事で精度・仕上がり面・工具寿命改善へ繋がります。